Portalfräse 2.1

Meine recht stabile Portalfräsmaschine auf dem Bild, deren Bau ich hier auf der Webseite an anderer Stelle und in meinem Buch „CNC-Fräsen im Modellbau – die Portalfräsmaschine“ beschrieben habe, ist mittlerweile verkauft. Als ich den Entschluss fasste, die Maschine zu verkaufen, bin ich davon ausgegangen, dass ich keine Portalmaschine mehr brauchen würde.
Mittlerweile habe ich als weiteres Hobby die Modelleisenbahn entdeckt. Weil ich als Maßstab 1:45, also Spur Null gewählt habe, ist die Auswahl an Modellgebäuden ziemlich beschränkt und deshalb Selbstbau angesagt. Um nun diese Gebäudeteile herstellen und bearbeiten zu können, muss wieder eine Portalfräsmaschine her.
Das bedeutet nun nicht, dass ich sofort wieder an den Selbstbau einer Maschine gedacht habe. Stattdessen habe ich mich auf dem Markt umgesehen und versucht herauszufinden, was es zu moderaten Kosten denn so zu kaufen gibt. Das Ergebnis hat mich dann doch etwas enttäuscht. Es gibt sehr ordentliche Maschinen, z.B. von der Firma cnc-step.de, die aber dann auch meist einen sehr ordentlichen Preis haben.
Eine Basismaschine mit den Fahrwegen, die ich mir vorstelle und mit Kugelgewindespindeln liegt mit Steuerung bei immerhin 3.350,- €, natürlich ohne Fräsmotor.
Am unteren Ende der Skala gibt es Maschinen als Bausatz unter 1.000,- €, die dann aber von der Konstruktion und den verwendeten Materialien nur für leichteste Arbeiten geeignet erscheinen. Besonders störend empfinde ich die Verwendung offener Führungen und Spindeln, die in kürzester Zeit verschmutzen dürften. Aufspannplatten mit Nuten vermisst man ebenfalls bei vielen Maschinen, die dann bestenfalls gegen Aufpreis erhältlich sind.
Aus diesen Gründen habe ich mich für den kompletten Selbstbau entschieden. Nehmen Sie mein Projekt als Anregung für eigene Konstruktionen.
Nachfolgend eine kurze Beschreibung Maschine:
Größe
Die Maschine soll keinen Stahl bearbeiten, sondern im wesentlichen Holz, Kunststoff und Buntmetalle, wie Messing oder Aluminium. Ausgehend von verfügbaren Materialien, speziell für die Aufspannplatte, habe ich eine Breite von 375 mm und eine Länge von 800 mm gewählt.
Führungen
Für die X- und Y-Achse habe ich Rollenführungen vorgesehen. Die doppelt kugelgelagerten Rollen laufen auf durchgehend unterstützten, gehärteten und polierten Stahlwellen mit 10 mm Durchmesser. Die Rollen bestehen aus dem Kunststoff POM, der gute Dämpfungseigenschaften aufweist und auf einen geräuschlosen Lauf hoffen lässt. Die X- Führung ist unter der Aufspannplatte angeordnet und die Y-Führung wird durch eine Abdeckung weitgehend vor Schmutz geschützt.
Die Z-Achse läuft auf Rundführungen aus gehärteten, polierten Stahlwellen mit 12 mm Durchmesser und entsprechenden Kugelbüchsen. Auch hier schützt eine Abdeckung vor Schmutz.
Spindeln
X-, Y- und Z-Achse sind mit 16 mm Kugelgewindespindeln und Muttern von Isel bestückt. X- und Y- Spindeln sind in Fest- und Loslagern gelagert, als Festlager kommen doppelreihige Schrägkugellager zum Einsatz, die nicht eingestellt werden müssen. Die Loslager sind einreihige Radiallager. Alle Lager sind mit Lippendichtungen und Lebensdauer-Fettschmierung ausgerüstet.
Aufspannplatte / Rahmen
Die Maschine verfügt über keinen speziellen Rahmen. Der Hilfsrahmen, der die Stahlwellen der X-Führungen trägt, ist an der Aufspannplatte befestigt, die als eigentliches tragendes Element dient. Sie besteht aus einer schweren Nutenplatte der Firma Isel, die an der Ober- und Unterseite ab Werk plangefräst ist. Die Nutenplatte ist das teuerste Bauteil der Maschine. Die Nuten sind 8 mm breit. Das Material der Aufspannplatte und des Hilfsrahmens ist Aluminium. Daneben sind noch das Querjoch des Portals und einige Kleinteile aus Aluminium. Alle anderen Teile der Maschine bestehen aus lasergeschnittenem Stahl von 8 mm Dicke.
Fahrwege
Aufgrund der Konstruktion der Maschine sind die Fahrwege kürzer als die Aufspannplatte. Das lässt sich nur vermeiden, wenn ein separater Rahmen gebaut wird, der dann aber vermutlich wieder mehr kostet als die nicht genutzten Teile der Aufspannplatte.
Der Fahrweg in der X-Achse ist durch die Tiefe des Portals eingeschränkt. Das Portal ist 200 mm tief. Bei einer Länge der Aufspannplatte von 800 mm verbleiben ca. 600 mm als Fahrweg der X-Achse. Davon gehen noch einige mm für die End-/Referenzschalter ab.
Bei der Konstruktion der Y-Achse habe ich dafür gesorgt, dass die volle Breite der Aufspannplatte von 375 mm überfahren werden kann.
Bei der Z-Achse gilt es einen Kompromiss zu schließen. Einerseits soll das Portal nicht zu hoch werden, aufgrund der dann mangelnden Stabilität. Andererseits darf es auch nicht zu niedrig sein, weil sich das speziell beim Bohren mit einem längeren Bohrfutter und größeren Bohrern negativ auswirkt. Beim Fräsen ist das Problem nicht so akut, weil Fräser in ein kurz bauendes Spannzangenfutter eingesetzt werden und selbst nur eine geringe Länge haben.
Aufgrund dieser Überlegungen habe ich eine Durchlasshöhe zwischen Aufspannplatte und der Unterkante des Portals von 100 mm gewählt.
Antriebe der Achsen
Die Spindeln der X- und Y-Achse werden von Schrittmotoren der Firma Sanyo-Denki mit 1,1 Nm Drehmoment und 4 A Stromaufnahme über eine Zahnriemen-Vorgelege angetrieben. Die Untersetzung beträgt 1:1,3. Im Gegensatz zu einem Direktantrieb mit Wellenkupplung ist ein Zahnriemenantrieb problemloser aufzubauen und verlangt weniger Justierarbeit. Außerdem laufen die Motoren mit doppelter Drehzahl, was weniger Resonanzen erwarten lässt, die vorwiegend im unteren Drehzahlbereich auftreten.
Der Motor der Z-Achse ist von Nanotec und besitzt ein Drehmoment von ca. 0,5 Nm bei 1,8 A Stromaufnahme. Auch hier kommt ein Zahnriemenvorgelege zum Einsatz, allerdings ist die Untersetzung 1:3.
Bisherige Tests haben ergeben, dass in X und Y problemlos eine Eilganggeschwindigkeit von 3.000 mm pro Minute erreicht wird.
Portal
Beim Portal habe ich Wert auf eine sehr stabile und schwere Konstruktion gelegt, um mögliche Schwingungen beim Fräsen zu verhindern. Es besteht aus einer Grundplatte aus Stahl mit den Rollenführungen der X-Achse, zwei Seitenteilen aus Stahl und dem Querjoch aus einem schweren Aluminiumprofil, das die Führungswellen trägt. Die Form der Seitenteile des Portals habe ich so gewählt, dass der Abstand zur Mitte der Frässpindel an beiden Enden der Aufspannplatte in etwa gleich ist.
Z-Achse
Die Z-Achse ist so ausgelegt, dass Frässpindeln oder Fräsmotoren mit 43 mm Spindelhals einsetzbar sind. Kleinwerkzeuge von Proxxon oder Dremel können mit einen Adapter verwendet werden.
End-/Referenzschalter
An allen Achsen sind induktive Näherungsschalter montiert, die sich durch Genauigkeit und Schmutzunempfindlichkeit auszeichnen. Für X und Y gibt es je einen Schalter an den Enden des Fahrwegs. Für die Z-Achse gibt es nur den oberen Schalter, ein unterer Schalter wäre aufgrund der unterschiedlichen Werkstückhöhen und Werkzeuglängen nicht sinnvoll.
Kabelführung
Alle Kabel sind in Energieketten geführt, so dass „Kabelsalat“ zuverlässig verhindert wird. Die Kabel enden in Anschlusskästen mit zugentlasteten Durchführungen. An der Vorderseite der Maschine befinden sich der Ein- und Ausschalte, sowie ein Notschalter, der alle Funktionen der Maschine, einschließlich Fräsmotor, sofort stillsetzt.
Steuerung
In der Steuerung kommen 4 Endstufen mit 3,5 A und meine CNC-Schnittstelle zum Einsatz. die vierte Endstufe dient als Reserve und als Antrieb für eine mögliche Drehachse. Ich plane, die Steuerung so aufzubauen, dass sie unter der Maschine Platz findet und das Ganze eine kompakte Einheit ohne Kabelsalat bildet.
Frässpindel
Vom Einsatz der üblichen Verdächtigen von Proxon oder Kress möchte ich absehen und habe mir eine Fräspindel in China bestellt.
Konstruktion der Maschine
Die Konstruktion habe ich bereits abgeschlossen und alle notwendigen CAD-Zeichnungen erstellt. Natürlich habe ich auch Fehler gemacht, das zeigt sich im weiteren Verlauf an „überflüssigen“ Bohrungen in den Teilen.
Bau der Maschine
Damit habe ich nun angefangen. Der Ablauf ist im Folgenden beschrieben.
Als ersten Schritt habe ich aus den entsprechenden Einzelteilzeichnungen DXF-Dateien generiert und mir von verschiedenen Betrieben Angebote für das Ausschneiden der Stahlteile mit dem Laser eingeholt. Günstig war ein Betrieb ganz in meiner Nähe, dem ich schließlich den Auftrag erteilt habe. Die Teile konnte ich nach einer knappen Woche bereits abholen.

Dies sind alle gelaserten Stahlteile, ausgenommen die Endplatten des Rahmens, die zur Zeit des Fotos schon verbaut waren. Die Teile werden nach der Bearbeitung noch mit Öl abgerieben, dadurch werden sie vor Rost geschützt und sehen besser aus. Natürlich könnte ich die Teile auch farbig pulverbeschichten lassen.

Der Laser positioniert Bohrungen sehr genau, deshalb sehe ich bei den Bohrungen kein Spiel vor, um die Genauigkeit auch beim Zusammenbau zu erhalten. Allerdings macht der Laser die Bohrungen etwas eng, deshalb müssen sie aufgerieben werden. Das geht entweder mit Handreibahlen oder besser noch mit Maschinenreibahlen und einer Ständerbohrmaschine.

Der nächste Schritt bei der Bearbeitung der Stahlteile ist das Gewinden. Dazu kommen Gewindebohrer M4, M5, M6 und M8 zum Einsatz. M4 – M6 können Einschnitt-Maschinengewindebohrer sein, für M8 empfiehlt sich ein 3teiliger Satz.
Ich stelle die Gewinde mit einer Tapmatic auf meiner Bohr-/Fräsmaschine her, es geht aber auch gut mit einem kräftigen Akkuschrauber.
Schließlich müssen noch alle Bohrungen mit einem Kegelsenker sauber entgratet werden, auch dafür ist eine Akkuschrauber gut.

Die Führungswellen werden im Schraubstock in die Profile gepresst.
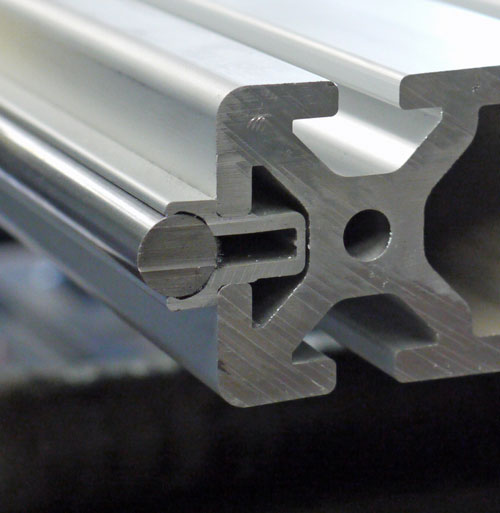
So liegen Profil und Welle in der Nut des Profils.

Der Hilfsrahmen setzt sich aus zwei Profilen mit 800 mm Länge und eingepressten Führungswellen, sowie drei Profilen mit je 135 mm Länge zusammen. In die kurzen Profile werden, wie im Foto oben gezeigt, Gewindebuchsen eingeschraubt.

Anschließen wird der Rahmen verschraubt.

Der Hilfsrahmen wird gebohrt und in die Nutenplatte werden von unten Gewinde geschnitten. Danach wird der Hilfsrahmen mit der Nutenplatte verschraubt.



Hier sind die Rahmenplatte verschraubt und die Unterzüge mit den Füßen schon montiert.

Damit ist das Rückgrat der Maschine fertig und bildet eine superstabile und ziemlich schwere Einheit.

Dies sind Laufrollen für die Linearführungen der X- und Y-Achsen. Sie sind aus POM gefertigt, einem harten und zähen Kunststoff. Der Kunststoff sorgt für einen leisen und geschmeidigen Lauf der Führungen. In die Rollen sind doppelreihige Schrägkugellager eingepresst, die für einen leichten Lauf ohne Axial- oder Radialspiel sorgen.

Die Bolzen sind exzentrisch, damit ist das Laufspiel einstellbar.

Zwei Laufrollen sind schon am Querjoch befestigt.

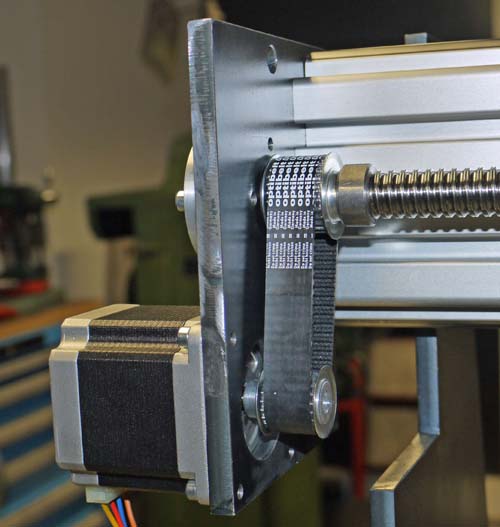
Hier ist das Antriebsende der X-Spindel mit Zahnriemenscheibe, Abstandsring und Lager zu sehen.

Die Befestigung der Kugelgewindemutter am Querjoch.

Dies sind die Lagergehäuse der Spindeln. Die Gehäuse mit montierten Lagern sind die Festlagergehäuse, die am Spindelende mit der Zahnriemenscheibe montiert werden. Die Gehäuse ohne Lager sind die Loslagergehäuse, in diese werden Rillenkugellager 10 x 26 x 8 eingesetzt.

Das Festlager ist montiert.

Die Antriebsseite der Spindel, noch fehlt der Zahnriemen.
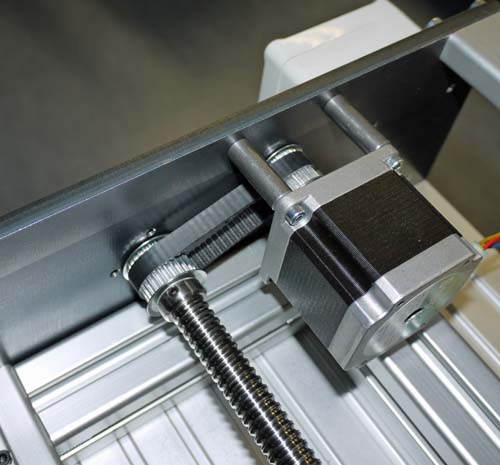
Der Schrittmotor treibt über den Zahnriemen die Spindel an.

Hier der Zustand nach den bisherigen Montageschritten.

Ein induktiver Schalter im Gehäuse.

Der Schalter montiert. Die Schraube direkt unter dem blauen Kopf des Schalters ist der Betätiger.

Das Kabel des Schalters, durch die Endplatte geführt.

Und hier in den Anschlusskasten geführt.

Das Gehäuse für die Elektronik, lasergeschnitten und gekantet.

Die Stecker der Motoranschlüsse.

Die im Gehäuse montierten vier Motorendstufen.

CNC-Schnittstellenkarte und Netzteil.

Die Elektronik komplett, es fehlt nur noch die restliche Verdrahtung.

Die Elektronik unter der Maschine montiert (die Maschine liegt auf dem Rücken).

Motor der X-Achse an die Steuerung angeschlossen.

Verbindung des Querjoches mit den Portal-Seitenteilen.

Die Y-Führung mit den Portal-Seitenteilen verschraubt.

Die Lagerplatte auf der Antriebs- und Festlagerseite.

Und auf der Loslagerseite.

Der Laufwagen der Y-Achse.

Kugelgewindespindel und Mutter der Y-Achse.
Motor und Antriebsriemen der Y-Achse.

End- / Referenzschalter mit Betätiger auf der Festlagerseite der Y-Achse.

Das komplette Portal, es fehlt noch die Z-Achse.

Die ist jetzt auch montiert.

Nochmal aus einem anderen Blickwinkel.

Die Abdeckung ist probeweise montiert. Diese dient nicht nur dem Schutz gegen Späne, sondern stabilisiert den Spindelträger zusätzlich.

Der Spindelmotor von Stepcraft.

Das ist der Spindelcontroller. Der kann manuell bedient werden (Ein-/Aus und Drehzahl), er hat aber auch Eingänge für eine Fernsteuerung. Dazu ist ein Signal +5V zu Einschalten und ein PWM-Signal von +10V oder ein analoges Signal von 0 – 10V erforderlich. Meine CNC-Schnittstellenkarte erzeugt aus dem Schrittsignal für die Spindelsteuerung aus Mach3 die analoge Regelspannung. Das Einschalten erfolgt mit einem der Ausgänge der Karte, ein Relais ist nicht erforderlich.

Das ist der Eingang für die externe Steuerung. Da drauf passt eine DB15-Buchse. Ein Verlängerungskabel mit DB-15 Buchse und Stecker liegt dem Spindelcontroller bei. Die Pinbelegung ist wie folgt: Einschalten über Pin 13 (+5V) und Pin 10 (GND), Regelspannung an Pin 7 und Pin 2 (GND).

Damit die Spindel auf externe Signale reagiert, muss der kleine Schiebeschalter auf der Anzeigeeinheit (Pfeil) nach oben geschoben werden.

Hier nochmal ein Übersichtsbild.
Weiter geht es mit Teil 2 der Beschreibung.