Ceriani Version 2
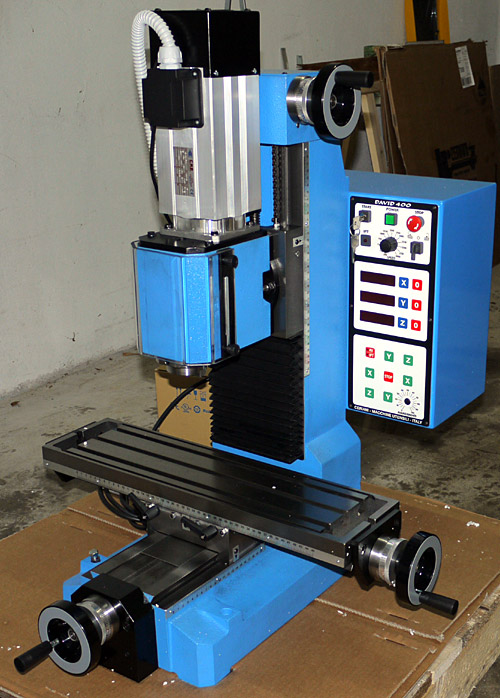
Nachdem ich eine Maschine des Typs Ceriani David 400 mit Kugelführungen umgebaut habe, hier nun die einfachere Version, bei der die Schwalbenschwanzführungen beibehalten werden. Die Maschine ist brandneu und von Ceriani aus Italien direkt bei mir angeliefert worden. Deshalb glänzt die Maschine – im Gegensatz zur Version 1 – auch in der Originallackierung.
Für die Interessierten die Spezifikationen der Maschine:
• Um 90 Grad nach beiden Seiten drehbarer Spindelkopf 90/0/90
• Schwalbenschwanzführungen, geschützt durch Faltenbälge
• Schmiernippel an der Y- und Z-Achse
• Trapezspindeln mit nachstellbaren Spindelmuttern
• Handräder mit einstellllbaren Skalenringen, Auflösung 0,05 mm
• Werkzeugaufnahme ISO 30 mit integrierter Anzugstange
• Spindelschnellarretierung zum Werkzeugtausch
• Elektrische Anlage in Niederspannung 24 V mit Betriebslogik
• Spindelmotor 1,5 kW mit Frequenzumrichter und Vektorregelung
• Spindeldrehzahl von 100 bis 3000 Umdrehungen/Minute
• Stromversorgung 230 Volt, einphasig, 50 Hz
• Tischabmessungen 150×580 mm mit 3 T-Nuten von 10 mm
• Fahrweg längs (X) 420 mm
• Fahrweg quer (Y) 160 mm
• Maximaler Abstand Spindelnase/Tisch 300 mm
• Fahrweg Z 300 mm
• Gewicht ca. 150 kg
Mein erster Eindruck, dass die Maschine sehr gut verarbeitet ist, hat sich beim Zerlegen bestätigt. Wenn ich eine Rangfolge der Fräsmaschinen für den Hobbygebrauch aufstellen sollte, dann sähe sie so aus: BF20, Paulimot, Wabeco, Ceriani. Leider schlägt sich das auch im Preis nieder, die Ceriani hat 3.800,- gekostet. Dafür bekommt man drei BF20. Allerdings ist das auch von der Stabilität her eigentlich eine kleine Profimaschine, die sich in einer feinmechanischen Werkstatt gut machen würde.
Was die Ceriani von den Konkurrenzprodukten besonders abhebt, ist der Spindelkopf ohne Bohrpinole, der Vibrationen minimiert, der sehr leise und kräftige Spindelantrieb mit 1,5 kW Drehstrommotor und die SK30 Werkzeugaufnahme, die es sonst nur noch bei Wabeco zum Listenpreis von 416,- € gibt. Besonders erwähnen möchte ich die drehzahlunabhängige Zwangskühlung des Spindelmotors mit einem eigenen Lüfter, damit ist unbeschränkter Dauerbetrieb möglich.
Hier noch ein paar Fotos von der unzerlegten Maschine:



Und jetzt ist Schlachtfest!

Als erstes habe ich den Tisch abgenommen. Dazu muss man nur eine Nutmutter am linken Ende des Tisches abschrauben und zwei Zylinderkopfschrauben in der Lagerplatte rechts am Tisch entfernen. Danach kann man den Tisch nach links abziehen. Wenn man vorher die Einstellschrauben der Druckleiste löst, geht es leichter.
Man sieht auch gut die zweigeteilte Spindelmutter der X-Achse, mit der das Spiel der Trapezspindel eingestellt werden kann. Leider muss sie einer Kugelgewindemutter weichen.

Beim Abziehen des Sattels vom Fuß ist leider die Spindelmutter der Y-Achse im Weg, die deshalb erst demontiert werden muss. Dazu zieht man am besten die Maschine soweit nach vorn über die Tischkante, dass die Befestigungsschrauben der Mutter von unten erreichbar sind. Dabei kann nichts passieren, wenn man es nicht übertreibt. Der größte Anteil des Gewichts ist im Bereich der Säule, deshalb kann die Maschine nicht nach vorne kippen.

Der Sattel von unten. Die vier Zylinderkopfschrauben sind für die Befestigung der X-Mutter und werden entfernt.
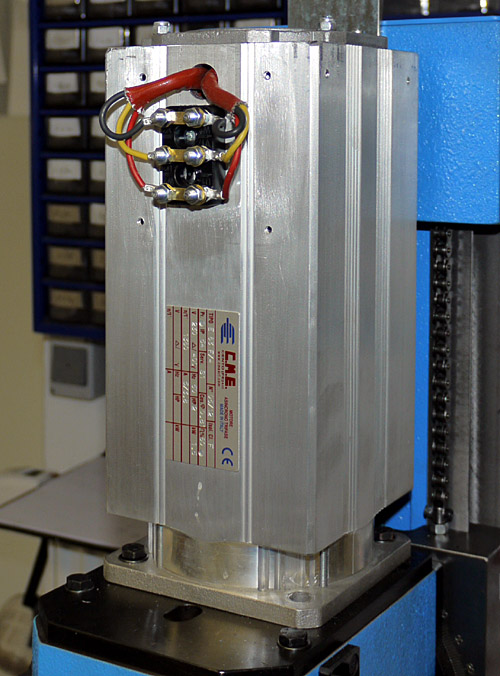
Danach wird der Motor-Anschlusskasten abgeschraubt und die Kabel gelöst. Der Lüfter muss nicht abgebaut werden.

Hier der untere Teil des Motors. Der Antrieb der Spindel erfolgt mit einem Poly-V- Riemen.

Als nächstes wird das Gegengewicht des Fräskopfes gelöst. Dieses ist für den CNC-Betrieb nicht erforderlich. Das Gegengewicht ist mit zwei Ketten am Z-Schlitten befestigt. Wenn man diese Ketten löst, sollte der Z-Schlitten möglichst weit oben stehen, dann fällt das Gegengewicht nicht so tief. Trotzdem kracht es ganz schön, wenn die zweite Kette gelöst ist.
Nachdem die Ketten gelöst sind, liegt das Gegengewicht unten in der Säule und kann herausgenommen werden, nachdem man die Maschine etwas auf die Seite gekippt hat.

Der Getriebekasten oben auf der Säule kann abgenommen werden, nachdem die zwei Sechskantschrauben, die auf dem Bild zu sehen sind, entfernt wurden.

Als letztes wird der Fräskopf abgenommen, dazu müssen nur die zwei M10-Muttern seitlich entfernt werden. Danach werden die vier Zylinderkopfschrauben entfernt, die die Z-Mutter halten und der Z-Schlitten kann nach oben abgezogen werden.
Damit ist die Maschine in ihre Bestandteile zerlegt. Ich habe danach noch den Elektronikkasten geleert und mir Gedanken über die Unterbringung der Steuerung gemacht.

Das Ergebnis ist eine neue Rückwand aus 1,5 mm Stahlblech, die mir ein freundlicher Dienstleister gelasert hat.
Der große Ausschnitt ist für den Kühlkörper der SRS 14035, daneben sitzt die Zusatzplatine. Unten links kommen die vier Motorstecker hin, daneben die Steckdose für die Kühlung und darüber die Stecker der Referenzschalter und der Anschluss für den Sensor.

Aber jetzt erst einmal weiter mit der Mechanik. Dies ist die Oberseite des Trägers für die runde Kugelgewindemutter der Y-Achse. Deutlich zu sehen ist der Schmiernippel und der angefräste Keil, der später in eine Nut im Sattel eingreift. Das sorgt dafür, dass die Mutter ohne Justierarbeiten korrekt ausgerichtet ist – dazu später mehr.

Das ist der Mutternträger von der Unterseite. Man sieht die Befestigungsschraube der Mutter und die Einstellschraube für das Umkehrspiel.
Weil die Befestigungsbohrungen der originalen Mutter zu eng zusammenstehen, muss ich neue Gewindebohrungen herstellen. Die vorhandene, plangefräste Auflage für die Mutter ist ebenfalls zu schmal und muss abgefräst werden.

Hier der plangefräste Sattel mit den neuen Befestigungsbohrungen und der Keilnut. Weil die Befestigungsbohrungen der originalen Mutter zu eng zusammenstehen, muss ich neue Gewindebohrungen herstellen. Die vorhandene, plangefräste Auflage für die Mutter ist ebenfalls zu schmal und musste abgefräst werden.

Die Y-Mutter montiert.

Probeweise habe ich die Spindel in die Mutter geschraubt. Mit dem Inbusschlüsel ziehe ich die Einstellschraube für das Spiel so fest an, dass die Spindel in der Mutter fest sitzt. Danach darf die Spindel nicht gedreht werden.
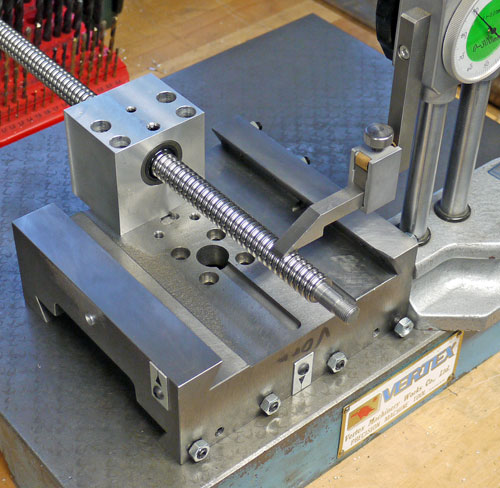
Hier zeigt sich der Sinn der Übung. Auf der Richtplatte messe ich, ob die Spindel in zwei Ebenen waagerecht sitzt. Die gemessenen Abweichungen waren akzeptabel. Bei solchen Arbeiten ist es sehr wichtig, dass die benutzte Fräsmaschine sehr genau ausgerichtet ist. Bei meiner Deckel FP1 habe ich vorher den Tisch mit der Messuhr rechtwinklig zur Y- und Z-Achse einjustiert.

Mutter und Spindel sind jetzt am aufgesetzten Sattel montiert. Der Schmiernippel ist nach Demontage des Faltenbalgs von oben erreichbar, die Schraube für das Spiel von unten, wenn man die Maschine über die Tischkante vorzieht.

Die Lagerplatte Y mit dem Lager ist montiert. Die Bohrungen unter den zwei Befestigungsschrauben sind für Kegelstifte, mit denen die Platte in der einmal gefundenen Position auch nach einer Demontage wieder montiert werden kann.

Der plangefräste Sattel mit der Keilnut für den Mutternträger. Weil es extrem Eng zugeht, muss für die X-Mutter zusätzlich 2,5 mm Platz geschaffen werden. Die originalen Befestigungsbohrungen können beibehalten werden.

Der Mutternträger der X-Mutter von unten mit dem angefrästen Keil und den Gewindebohrungen für die Befestigung.

Der Mutternträger von der Seite mit den Gewinden für die Befestigung der Mutter, die Spieleinstellung und den Schmiernippel.

Der Mutternträger auf dem Sattel montiert.

Die abgedrehte Spindel mit dem Lagersitz und dem Gewinde M10 x 1, auf das die spindelseitige Hälfte der Kupplung aufgeschraubt wird.

Das ist der Lagerschild für die Antriebsseite der X-Achse. Deutlich zu sehen das doppelreihige Schrägkugellager für das feste Ende der Spindel. Auch zu sehen sind die Gewindebohrungen für die Befestigung des Kupplungsgehäuses und des Motors. Das Kupplungsgehäuse ist für die Aufnahme des Lagers ausgebohrt und zwar so tief, dass insgesamt ca. 0,05 mm an Tiefe fehlen. Das Lager wird dadurch zwischen Lagerschild und Kupplungsgehäuse eingeklemmt und sitzt unverrückbar fest.
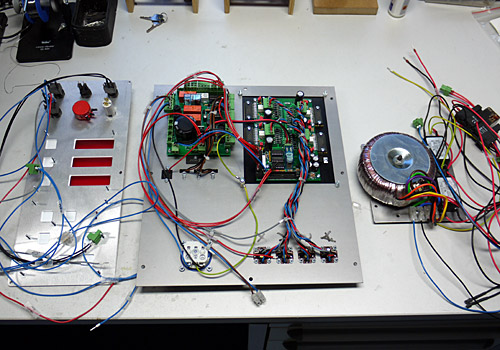
Jetzt aber erstmal zur Elektrik, damit ich die Achsen und die Schalter später vor dem Zusammenbau testen kann. Im Bild links ist die Original-Frontplatte zu sehen, die ich nur leicht modifiziert habe. Das Potentiometer für die manuelle Drehzahleinstellung wird nicht mehr gebraucht, deshalb sind die Kabel abgeschnitten.
In der Mitte liegt die komplette Steuerung mit Zusatzplatine und rechts der Transformator, ein Netzfilter für die Steuerung und ein Netzfilter für den Umrichter. Die Stromversorgung des Umrichters wird über ein Relais von der Steuerung geschaltet, weil ich diese nicht über die Zusatzplatine laufen lassen möchte.

Der Steuerungskasten ist für den Einbau der Steuerung vorbereitet.

Die Maschine mit montierter Steuerung. Die vier großen Stecker sind für die Schrittmotoren, die drei kleineren für die induktiven Schalter, der ganz kleine, der sich hinter den anderen versteckt, für einen Sensor oder Kantentaster und die Steckdose für die Kühlung.

Nun geht es mit den Schaltern der X- und Y-Achse weiter. Der kleine Alukeil ist für die Befestigung des Schaltergehäuses der Y-Achse. Weil der Sockel an der Stelle eine Schräge von ca. 23 Grad hat, mußte ich einen Ausgleich schaffen, um das Schaltergehäuse waagerecht montieren zu können.

Hier ist das Gehäuse mit Schalter auf dem Alukeil montiert. Vor dem Schalter ist ein Stück des Betätigers zu sehen. Weil der Fahrweg der Y-Achse größer ist als die Breite des Sattels, habe ich ein Stück Flachstahl entsprechender Länge am Sattel montiert. Dieses verdeckt zwar die Einstellschrauben für die Druckleiste, ist aber schnell demontierbar.
Der Schalter arbeitet sozusagen umgekehrt. Er ist normalerweise eingeschaltet und schaltet aus, wenn eins der Enden das Flachstahls erreicht ist. In Mach3 wird der Schalter als „Active Low“ konfiguriert, damit stimmt wieder alles.

Hier ist das andere Ende des Fahrwegs erreicht, der Sattel ist jetzt in Y-Richtung am hinteren Anschlag an der Säule.

Das ist der Schalter der X-Achse. er ist vorne an den Sattel geschraubt. Aus Platzgründen mußte ich eine Einstellschraube der Druckleiste etwas versetzen.

Und hier der Tisch von unten mit dem Sattel. Wer genau hinsieht, kann die zwei Betätiger des Schalters erkennen, die aus Vierkantstahl 10 x 10 mm bestehen. Schalter und Betätiger sind mit einem soliden Aluwinkel abgedeckt, damit keine Späne auf den Schalter fallen und ihn auslösen.

Die Antriebsseite der X-Achse mit probeweise montiertem Motor.

Hier die Losseite der Spindel. Der Federring dient zum Ausgleich von Längenänderungen der Spindel. Die Mutter darf nicht festgezogen werden, deshalb ist es eine Sicherungsmutter.

Hier nochmal der Sattel in Großaufnahme.

Danach habe ich Sattel und Tisch montiert. An der Vorderseite des Tisches habe ich eine Abdeckung aus Alu-Winkelprofil angebracht, damit keine Späne auf den induktiven Schalter fallen können.

Danach ging es mit der Z-Achse weiter. Im Bild ist die Lagerplatte zu sehen, die oben auf die Säule geschraubt wird. Das Lager ist schon eingesetzt. Dabei handelt es sich um ein doppelreihiges Schrägkugellager Typ 3003-2Z (17 x 35 x 14).

Hier ist die Grundplatte meines Standard-Zahnriemenantriebs probeweise montiert. Die Bohrung in der Grundplatte ist etwas kleiner als der Außendurchmesser des Lagers. Weil das Lager ca. 0,05 mm über die Lagerplatte hinausteht, wird es von der Grundplatte des Antriebs zuverlässig eingeklemmt.

Das ist die Z-Schlitten mit montierter Kugelgewindemutter. Die Mutter musste ich oben um 2,7 mm abfräsen (sie ist gehärtet!). Zwischen Schlitten und Mutter habe ich ein 2 mm dickes Plättchen aus Alu eingefügt. Das ist notwendig, weil die Kugelgewindespindel sonst an der Innenseite des Faltenbalgs schleift und diesen – abgesehen von den unschönen Geräuschen – auf Dauer beschädigt.

Für die Befestigung der Mutter musste ich zwei neue Bohrungen im Schlitten herstellen.

Hier ist die Z-Achse fertig montiert. Seitlich sieht man den Schalter und den Betätiger am Schlitten.

Und hier sieht man ein Problem. Bei heruntergefahrenem Kopf liegt die Kugelgewindespindel frei. Weil das auch die beim Fräsen übliche Position des Kopfes ist, können sich die Späne ungehindert auf der Kugelgewindespindel versammeln.

Um das zu verhindern, habe ich mir ein Alublech U-förmig abkanten lassen, das ich mit zwei Aluwinkeln am Motor befestigt habe. Damit ist das Problem gelöst.

Nun sind auch die neuen Schrittmotoren eingetroffen. Diese haben einen Anschlusskasten mit Kabeldurchführung und sind wesentlich einfacher zu verkabeln als die Sanyo Denki mit Steckern.

Schließlich habe ich noch eine Bedieneinheit mit drei elektronischen Handrädern am Kopf montiert.

Die fertige Maschine von der anderen Seite.