Wabeco 2

Das Konzept dieses Wabeco Umbaus:
- Kugelgewindespindeln (Isel) an allen drei Achsen
- Für alle Achsen ein einheitlicher Antrieb mit gegeneinander gespannten Schrägkugellagern als Festlager der Spindel, bei der X-Achse ein Loslager am anderen Spindelende. Zahnriemengetriebe 2:1
- Schrittmotoren mit 1,5 Nm Drehmoment, bipolare parallele Schaltung, 4,2 A Phasenstrom
- Mechanische Endschalter und Gabel-Lichtschranken als Referenzschalter an allen Achsen
- Drehstromantrieb mit Frequenzumrichter für Hauptspindel
- Antrieb der Hauptspindel mit Keilrippenriemen, Untersetzung ca. 2:1
- Verfahrwege: X 270 mm, Y 138 mm, Z 240 mm
Die Antriebe der Achsen sind so konstruiert, dass sie ohne Änderung für alle Achsen verwendbar und nur über jeweils eine Adapterplatte anzupassen sind. Jeder Antrieb kann separat von der Maschine zusammengebaut, eingestellt und geprüft werden. Ein weiterer Vorteil ist, dass die etwas zweifelhaften Spindellager der Wabeo mit zwei Drucklagern und einem Gleitlager durch je zwei Schrägkugellager ersetzt werden. Die Antriebe sind natürlich auch für andere Maschinen verwendbar. Die Antriebe sind so konzipiert, dass durch den Einsatz von Motoren mit zwei Wellenenden und Skalenringen auf den Achsen ein Handbetrieb möglich wäre.
Zunächst habe ich die Maschine zerlegt, alle Teile gereinigt und anschließend vermessen. Danach habe ich die Konstruktionszeichnungen angefertigt. Diese finden Sie im Downloadbereich.
Zum Vergrößern bitte auf die Bilder klicken! Noch größere Bilder finden Sie in der Bildergalerie.
Die Originalmaschine

Die Maschine von hinten

Der Tisch von unten und der Sattel von oben

Der Sattel von unten

Die Säule mit dem Schlitten für den Fräskopf und dem Z-Antrieb

Der Sockel von unten
Den Tisch und die Unterseite des Sattels habe ich in einem Maschinenbaubetrieb in der Nachbarschaft planschleifen lassen. Damit sind die „Macken“ fast alle weg und die Genauigkeit ist wieder gegeben.
Änderungen an den Maschinenteilen

Jetzt kommt Grobmotorik ins Spiel. Auf meine Kunzmann-Fräse erweitere ich den Ausschnitt im Sockel für die Kugelgewindemutter der Y-Achse. Bei 200 mm Verfahrweg geht das gerade mal so.

Der Ausschnitt ist fertig geschlichtet.

Der Sattel ist zum Koordinatenbohren der Befestigungsbohrungen für die Kugelgewindemutter der Y-Achse auf die Kunzmann gespannt.

Von der anderen Seite werden die Senkungen für die Schraubenköpfe eingebracht.

Hier ist die Auflage für die Kugelgewindemutter der X-Achse im Sattel gefräst. Die zusätzlichen Fräsungen haben sich als überflüssig herausgestellt, weil Isel mittlerweile Kugelgewindemuttern liefert, die statt 29 mm nur noch 27 mm hoch sind.

Die Achsantriebe
Der Aufbau der Achsantriebe ergibt sich aus den folgenden Bildern. Zwar benutze ich für die Herstellung einiger Teile eine CNC-Fräsmaschine, jedoch lassen sich diese auch problemlos auf einer konventionellen Fräsmaschine mit Rundtisch herstellen.

Auf der CNC-Maschine fräse ich zunächst die Aussparungen für den Zahnriemen und die Zahnriemenräder in das Gehäuse.

Hier ist der Deckel auf das Gehäuse geschraubt und die Außenkontur wird geschruppt.

Schlichten der Außenkontur.

Hier drehe ich das Lagergehäuse von einer Seite mit der Aufnahme für die Schrägkugellager.

Und hier von der anderen Seite.

Rändeln des Betätigungsknopfes auf der CNC-Maschine.

In die Kugelgewindespindel habe ich eine Bohrung 10 mm H7 eingebracht, in die ich dann mit Loctite 648 ein Stück 12 mm Automatenstahl mit einem 10 mm dicken Absatz eingeklebt habe. Nach drei Stunden Aushärtzeit drehe ich die Sitze für Lager, Zahnriemenscheibe und Betätigungsknopf. Die Lünette unterstützt die Spindel und sorgt für absoluten Rundlauf.

Mit einem entsprechenden Fräser fräse ich die Keilnut in die Spindel. In die Zahnriemen-scheibe und den Betätigungsknopf habe ich bereits mit der Räumnadel Keilnuten eingestoßen.

Hier sind jetzt alle Teile für einen Antrieb zu sehen. Von links nach rechts sind das:
- Betätigungsknopf
- Ring für Skalenmarkierung
- Motor
- Deckel Riemengehäuse
- Zahnriemenscheiben
- Zwischenring
- Zugentlastung für Motorkabel
- Riemengehäuse
- Schrägkugellager mit Zwischenring
- Lagergehäuse
- Druck- und Abdeckscheibe

Hier sind die Lager mit dem Zwischenring im Lagergehäuse montiert. Die Druckscheibe hält die Lager im Gehäuse ohne Axialspiel fest.

Der Keil ist auf die Welle gesteckt und die Zahnriemenscheibe ist aufgeschoben.

Der Riemen ist (vorher) aufgelegt und das Lagergehäuse mit dem Riemengehäuse verschraubt.

Der Deckel und der Ring für die Skalenmarkierung sind mit dem Riemengehäuse verschraubt. Der Betätigungsknopf ist auf dei Achse geschoben. Jetzt ist der Zeitpunkt, das Lagerspiel mit der selbstsichernden Mutter genau einzustellen.

Auf der Motorwelle habe ich eine kleine Fläche für die Madenschraube der Keilrimen-scheibe angefeilt. Dabei dürfen keine Feilspäne ins Motorlagerlager geraten! Den Abstand zwischen Zahnriemenscheibe und Motor stelle ich mit einer Fühlerlehre auf 0,05 mm ein.

Der Motor und die Zugentlastung sind montiert, der Antrieb ist fertig.


Zwei weitere Ansichten. In den Langlöchern sitzen die Muttern der Motorschrauben. Damit ist eine Justierung der Riemenspannung möglich.
Anbau der Antriebe

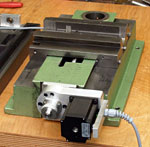
Befestigung des nur teilweise montierten Antriebs an der X-Achse. Der etwas komplizierte Adapter stammt noch von der vorhergehenden Fehlkonstruktion. Er kann auch durch eine einfache Platte ersetzt werden. Allerdings geht dadurch Verfahrweg verloren.

Die X-Achse komplett montiert, aber noch ohne Motor. Die Spindel ist sitzt am anderen Ende in einem Nadellager, das ein achsiales Spiel erlaubt (Loslager).

Test der X-Achse an der Steuerung. Fahrgeschwindigkeiten von 2.000 mm/min. sind möglich.

Die Spindelmutter der Z-Achse am Schlitten montiert. Um Fräsarbeiten an der Säule zu vermeiden, habe ich die Mutter senkrecht an einem Winkel montiert.

Das führt zu der Konsequenz, dass die Spindelmutter nicht mehr mittig in der Säule sitzt, deshalb muß die Adapterplatte für den Antrieb entsprechend angepasst werden.

Der Antrieb der Z-Achse ist montiert und läuft Probe.
Der Antrieb der Y-Achse probeweise montiert.



Die Antriebe für X- und Z-Achse
End- und Referenzschalter

Als nächstes folgen End- und Referenzschalter für die X-Achse. Diese sind auf einem Streifen Alublech montiert. Die Endschalter haben je zwei Pimpel, mit denen sie in 3 mm Bohrungen stecken. Mit dem Blech werden sie an die Seitenwand des Sattels gedrückt und so befestigt. Die Lichtschranke ist mit einer M3-Schraube durch den Schlitz an das Blech geschraubt.

Hier das Ende (X-) mit Schalter und Lichtschranke.
Anfertigen der Befestigungsbohrung für den Blechstreifen. Eine sehr schwierige Operation, weil durch den schrägen Schwalbenschwanz der Führung gebohrt werden muss. Ich habe dazu erst auf der Fräsmaschine die Bohrung mit einem 6 mm Fräser so groß vorgesenkt , dass der Kopf der M3-Schraube nicht mehr aus dem Schwalbenschwanz vorsteht. Dann habe ich in diese Senkung mit einem 6 mm Bohrer die Zentrierung für die folgende 3,2 mm Bohrung eingebracht. Die Bohrung selbst habe ich auf der Bohrmaschine mit einem überlangen Bohrer hergestellt.

Der Halter mit den Schaltern am Sattel befestigt.

Aus einer anderen Perspektive.

Und hier verdrahtet. Das Kabel ragt nach unten aus dem Sattel heraus und wird durch die Basis der Maschine nach hinten raus geführt. In der Basis liegt es in einer großzügigen Schlaufe, damit es sich nicht verheddern kann. In der Basis mußte ich noch eine Ausfräsung herstellen, damit das Kabel bei der vorderen Position des Sattels nicht abgeklemmt wird.

Der Stift für die Lichtschranke am Ende des Maschinentisches.

Hier jetzt die End- und Referenzschalter für die Y-Achse in der Basis. Diese sind mit Zweikomponentenkleber befestigt. Vorne am Bildrand sieht man die Ausfräsung für das Kabel der X-Achse.
Endmontage Kreuztisch

Montage der X-Achse.

Die Basis von unten.

Vorderer Endschalter (Y+) der Y-Achse. Beachten Sie den sechseckigen Betätigungsstift.

Der Kreuztisch, fertig montiert.
Antrieb der Hauptspindel

Als nächstes kommt der Fräskopf mit dem neuen Drehstromantrieb dran. Für den Sensor der Spindeldrehzahlanzeige habe ich ein kleines Gehäuse mit Steckeranschluß gefertigt. Die Schraube hält die Lichtschranke, bis der Kleber abgebunden hat und dient später zur Befestigung.

Der Motor mit dem Ritzel für den Keilrippenriemen, selbst gedreht. Dazu die zwei Abstandshalter zur Befestigung des Motors. Der eine ist teilweise abgefräst, weil der Riemen sonst zu kurz wäre.

Hier sieht man sehr gut die Montage des Motors und des Drehzahlsensors.

Nochmal aus anderer Perspektive.
Z-Achse

Antrieb der Z-Achse von hinten.

Die Säule ist montiert.

Jetzt sieht das auch wieder wie eine Fräsmaschine aus. Es fehlt noch die Elektrik.
Elektrik

Aber zunächst habe ich noch End- und Referenzschalter für die Z-Achse angebracht. Einen Endschalter gibt es nur am oberen Anschlag, weil die Endposition unten von der Werkstückhöhe und der Werkzeuglänge bestimmt wird, sich also ständig ändert.

Dann folgt der Not-Ausschalter. In Ermangelung einer besseren Position habe ich ein kleines Gehäuse dafür aus Kunststoff gedreht und ihn auf den Deckel des Motoranschlusskastens montiert. Das Kabel, das von unten eingeführt ist, kommt von der Lichtschranke des Spindel-Index, im nächsten Bild zu sehen. Spindel-Index und Notschalter werden dann gemeinsam im Kabel weitergeführt, das rechts rauskommt.


Auf der Rückwand sind jetzt die Halterung für den Frequenzumrichter und das Anschlusspanel montiert. Hinter dem Anschlußpanel habe ich die Rückwand mit der Flex ausgeschnitten.

Die Halterung für den Frequenzumrichter im Detail. Die Kabeldurchführungen von links nach rechts: Motor, Netzanschluß, Steuerleitungen.

Auf der Innenseite der Rückwand ist die Maschinenschnittstelle angebracht und mit dem Steckerpanel verbunden. Das Kabel, das runterhängt ist der Anschluß der Steuerung, das muß noch auf die Maschinenschnittstelle aufgesteckt werden.

Hier die komplett verkabelte Maschine mit dem Frequenzumrichter als „Rucksack“.
Die fertige Maschine


Fertig zur Auslieferung!

Und hier befestigt Herr Scherer die Maschine für den Transport nach Wien.

Für mich hängt schon das nächste Projekt am Haken.